




✨ Elevate Your 3D Printing Game with OVERTURE! 🎨
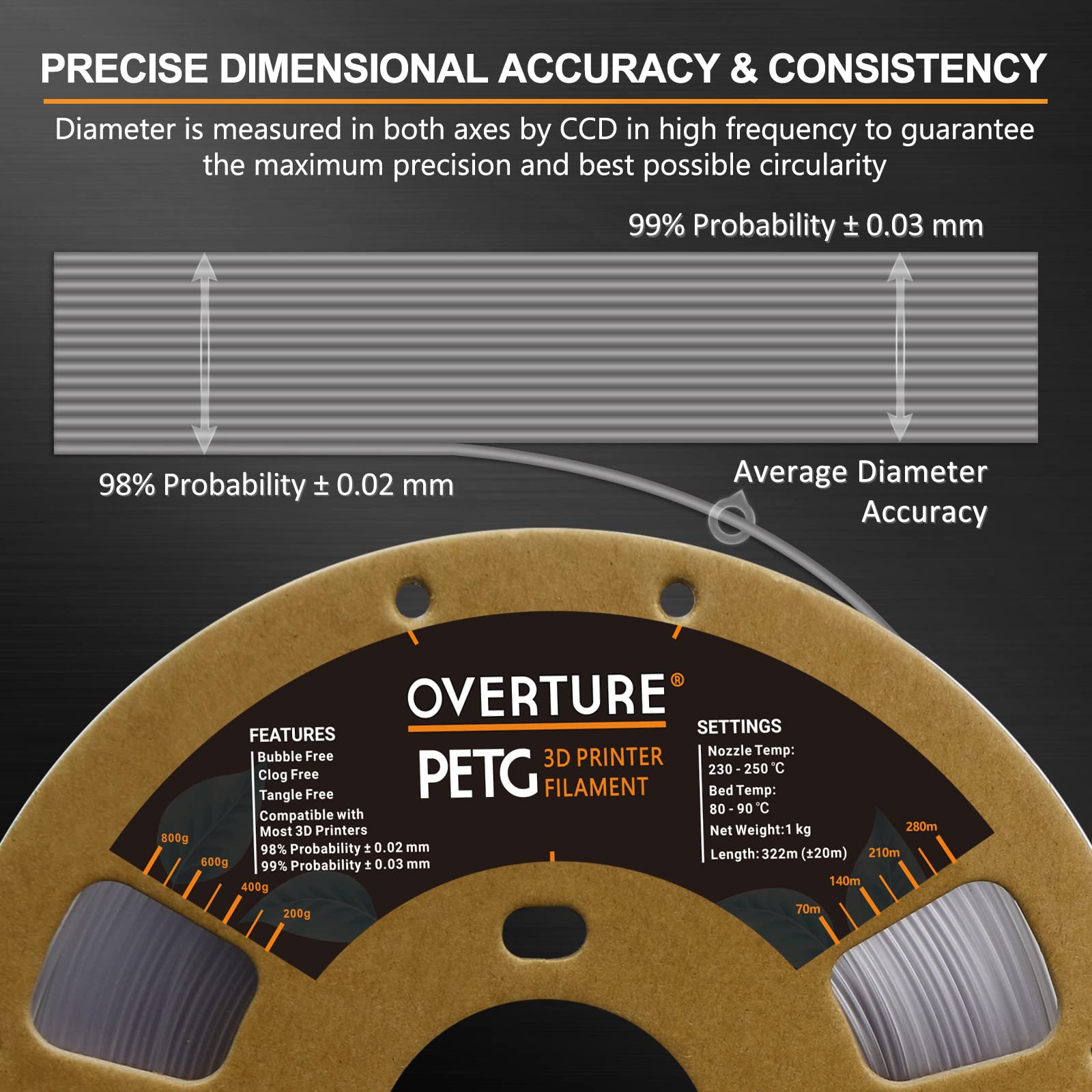
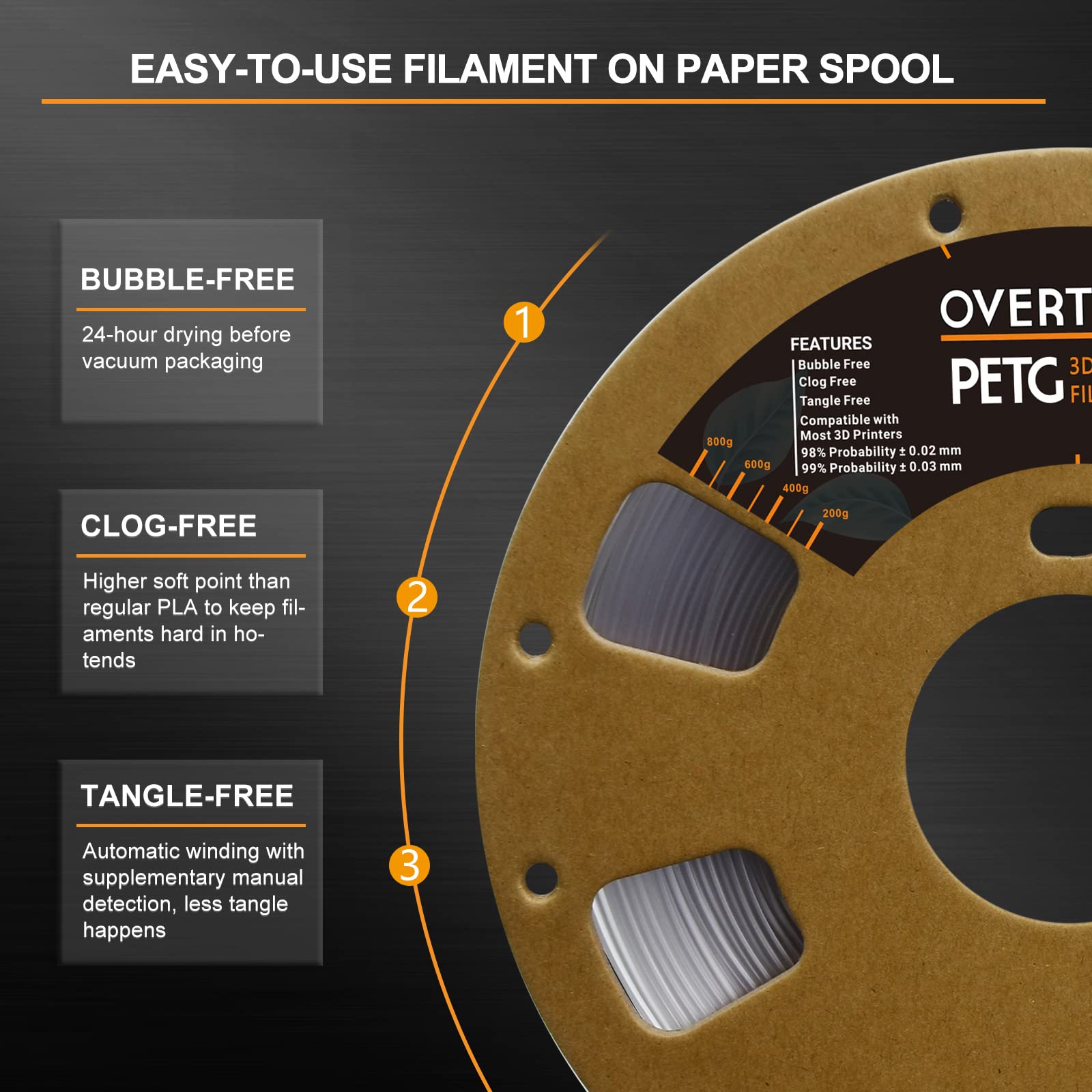
OVERTURE3D Filament Clear PETG is a high-quality 1.75mm filament designed for FDM 3D printers. Each 1kg spool offers exceptional dimensional accuracy of +/- 0.05mm, ensuring precise prints. The filament is packaged in a moisture-resistant vacuum seal, and comes with a 200mm x 200mm build surface for optimal printing performance. With its clog-free technology and easy feed design, this PETG filament is perfect for both beginners and experienced users alike.
| Manufacturer | OVERTURE |
| Brand | OVERTURE |
| Model number | OVPETG175 |
| Package Dimensions | 22.2 x 20.7 x 7.4 cm; 1.32 Kilograms |
| Color | Transparent 1-pack |
| Material Type | Polyethylene Terephthalate Glycol |
| Number of Items | 1 |
| Size | 1.75 mm Diameter, 1 Kg ( 2.2 lbs/Spool) |
| Manufacturer Part Number | OVPETG175 |
| Item Weight | 1.32 Kilograms |
D**L
Smooth printing
Great quality filament, make sure your printer is set to PETG filament or else it may not print accurately. Also you may have to increase the filament temperature to 230+ as listed on the spool for it to melt properly. Otherwise it's very nice and looks transparent as expected.
E**R
More versatile but slightly more temperamental than PLA+
***Update***TLDR: Downgrading to 2 stars due to inability to finish larger and/or more complicated builds with this filament.This filament is proving to be very temperamental in my Ender 3 v2. The problem seems to be with the Bowden tube (or there is already a spiral tension in the filament as it is wound on the spool at the factory). As a piece is printed, the filament spirals as it flexed through the Bowden tube to the hot end. As this filament has a fair amount of elasticity (much more than PLA), this torsion doesn't extrude out the hot end but instead starts to translate through the filament back to the feeder. First will come the clicking as the filament starts to bind up in the Bowden tube and at the feeder; this is the combination of the feeding gear/bearing trying to grip onto filament that is under increasing spiral tension (think of twisting fibers into a thicker and tougher strand of rope) and slowly begins to strip the "bite marks" off the filament, especially during retractions. Eventually, the filament will twist and be stripped to the point of fracture. The filament going into the Bowden tube stops advancing to the hot end, and a strand of filament comes out of the feeder anywhere it can escape This happens even after upgrading to Capicorn Bowden tubes, playing around with the "grip" tension of the feeder, cleaning the hot end barrel, setting the screws holding the feeding gear/bearing to the right torque, etc. (One can pull out the filament from the Bowden tube and see a spiral staircase imprinted by the extruder all the way down to the hot end.)The solution is to remove all of the filament that has passed the into the Bowden tube and re-load virgin filament. Then it will print fine until enough torsion builds back up again. However, if a piece requires quite a bit of retractions, then this will happen much sooner - somewhere between 3-6 meters of filament. This isn't because of less torsion, but because the feeder is pushing back and forth on a piece of filament that is becoming less compliant and more difficult to handle, which quickly wears off the "bite marks" and erodes the filament into a thinner strand. If the feeder bites into a virgin piece of filament, then it can maintain bite for a bit longer, but spiraling will still eventually happen.I'm taking away stars as it's not usable for large builds or builds requiring a lot of retractions. Not dropping past 3 star as the prints that can be completed are translucent with a good mix of elasticity and strength/durability. However, this makes working with this filament much, MUCH more frustrating than more forgiving alternatives like PLA. Beginners and those with Bowden tube printers should probably use this filament with caution due to the frustration that awaits. Those looking for unique PETG properties might consider giving this a try. I don't know how this filament behaves under a direct extruder, but I suspect results may be better as it seems that the back and forth flexing of the Bowden tube is what is applying a "crankshaft" effect on the filament that is torsioning the filament.***Initial Review***Previously, I used only Overture's PLA+/PLA Pro filament (which is a great PLA filament, BTW), but I wanted a filament with greater strength and unique features (i.e. translucency). Still being relatively new to 3D printing, only printing/experimenting during my scarce spare time, and not having a specific application demanding rigorous specifications for printed parts, I opted for PETG over more specialized filaments that reputedly require more more experience and time to get right.First, Overture's quality is great. Their clear PETG filament is white without any perceivable tint. It feeds great; hasn't clogged or tangled. It's labelled as clear, transparent, or translucent. It's best described as translucent (although I have seen some reviewers here polish their prints until clear/transparent. So it is possible to get crystalline prints - but I've not tried this as I don't have the time/patience).When printed at the higher end of the recommend nozzle temps (my settings, 245C), prints appear more glossy. However, I have to use 90+C bed temp to prevent warping, and I also slow down the print speed and increase retraction to reduce stringing. It still strings quite a bit. I haven't found the right settings yet, so I use these settings for parts where the stringing primarily affects/hidden amongst infill.When printed at the lower end of the recommended nozzle temps (my settings, 225C - which is lower than Overture's recommended range - bed temp 80C), prints appear more matte. However, handling feels more like PLA with improved details and much, much reduced stringing. I've tried to go down to 220C, but I starting having adhesion issues.I have prints comparing both settings (print and fan speed set to same). The left clip was printed at the higher temp and the right clip printed at lower temp. For the gears, the right gear was printed at the higher temp, and the left gear at the lower temp. Glossy doesn't necessarily mean more transparent, although one can see very slightly "deeper" into the glossy print. Both exhibit more of a frosted glass appearance; glossy just means more reflective and less surface friction (i.e. the glossy gear spins slightly more quietly than the matte one, which is already much more quiet than PLA due to increased plasticity/elasticity of PETG).I'm still working on getting the right settings. But from what I see so far, I would recommend Overture to anyone working with PETG.
M**T
Great filament!
This is my second roll of petg from overture. This time I decided to get transparent (first one was black) and with my previous settings for overture petg, transparent came out very well. I do have to make some adjustments but very minor. I'm using a ender 3 s1 with 260c titanium heater, printed 250⁰ @60mm/s with .6 nozzle and spirilazed outer Contour. Had very good adhesion with the pen holder and feels pretty strong to the squeeze for a single wall. I definitely recommend this transparent along with black.
A**R
Good Stuff with the Right Settings!
Thanks to William Brennans review, I got a good start. I think I improved it. The above squares are 4mm thick and you can see where I started and where I got.SETTINGS: .1mm layer height. Line width .4mm. Z seam shortest. Top and bottom same direction as infill. Infill, lines, same direction. 230 degrees print, 90 infill. Print speed 20mm/s. 0% fan speed.Extra tips, make sure the print surface is smooth, like glass or the smooth side of the pei (which is what I’m using).
T**.
My favorite brand
My favorite brand of filament. Each roll has been very easy to print with I've had no problems and the PETG is easier than other brands. Nice selection of colors and at a competitive price
Trustpilot
1 day ago
2 weeks ago